排钻设置注意:使用排钻时,输入工件中拆单数据以排钻方式导入需勾选。
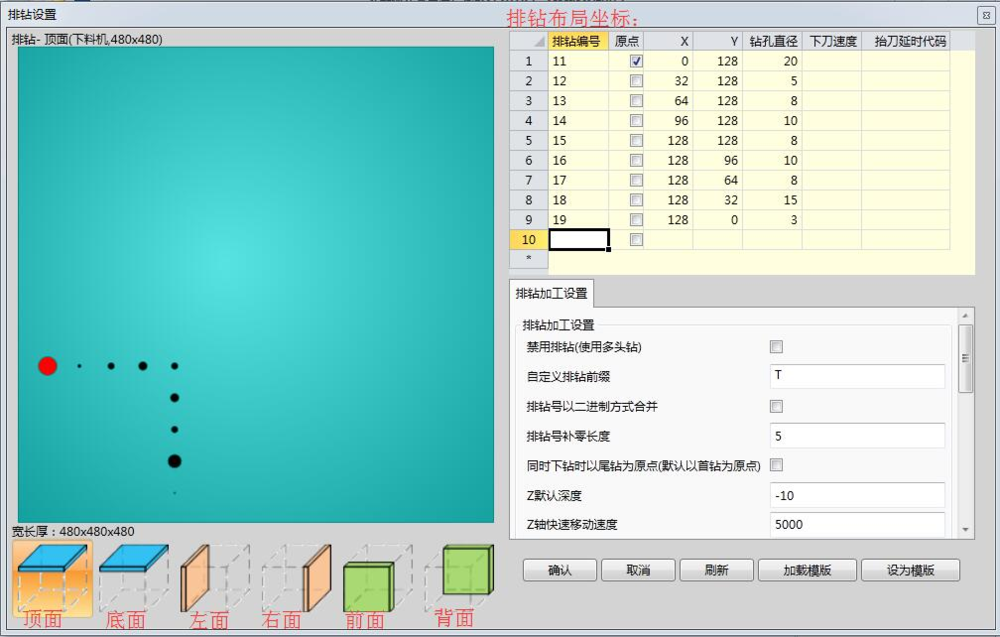
1、排钻布局坐标:需根据设备实际的排钻布局以32的倍数进行输入,且排钻顶面和底面的设置必须一致; 2、下刀速度:打孔的速度,如设置即按设置后的速度打孔;有的打孔速度是开料机系统设定的; 3、抬刀延时代码:打孔时,刀具在孔底部停留的时间代码; 4、禁用排钻(使用多头钻):适用于在拆单数据以排钻方式导入的情况下,下料机不用排钻,PTP用排钻的1+5方式; 5、自定义排钻前缀:对排钻刀名设定的定义(看示例); 6、排钻号以二进制方式合并:合并二进制设定的刀号,如:T100048=T100032+T100016; 7、排钻号补零长度:自定义排钻前缀刀后面的位数,假设排钻号补零长度设置5,可生成类似T100016; 8、同时下钻时以尾钻为原点(默认首钻为原点):生成NC时,默认是以首钻的坐标生成的;如:T11T12,T11就是首钻,T12是尾钻; 9、X轴/Y轴反向:X轴(Y轴)的负坐标方向,正常X轴(Y轴)是正坐标方向; 10、自定义X、自定义Y、自定义Z:即NC中坐标不用X、Y、Z表示,可用别的字母代替,如:U、V、W; 11、排钻组气缸下代码:在调用排钻时,气缸下的代码; 12、排钻组气缸上代码:在排钻打孔结束后,气缸上的代码; 13、换刀开始代码:调用排钻时所用的代码; 14、双工位:设备上有两个工作台面的时勾选; 15、换刀结束代码:排钻打孔结束后所用的代码
|